
Valve & Pump Packing
For almost 35 years, American Braiding and Manufacturing Co. has been manufacturing one of the most complete lines of high quality mechanical pump packing and related Fluid Sealing products available. Formed in 1978 by a former Packing Development Engineer for The Johns Manville Company, American Braiding was founded to be the premier USA made mechanical packing supplier in the US. American Braiding is a primary supplier to the government military supply chain, assisting in the creation of many of the current US Military specifications that exist today. In addition to Compression or Mechanical Pump Packing, Flow and Control Engineering can also supply Soot Blower Sets, Gasket Sheet, Die Formed Pump Packing Rings, Fiberglass Cloth, Extensive Graphite Products, Metal Gaskets, Rubber Sheet, PTFE Sheet, Vegetable Fiber and Cork Sheet, Hydraulic Sets and O Rings!
| Packing a pump notes; There are Four Main Factors that influence the life and performance of pump packing service life. A careful attention to all these factors will result in the most effective and satisfactory service life.1. Quality of pump packing Pump packing costs for less than the labor and lost production time of re-packing a pump. The use of poor quality mechanical packing may sometimes cause damage to equipment such as shaft sleeve fretting or deterioration of the pump stuffing box. The best quality packing is the overall best value to your plant. Please ask for assistance from us at Flow and Control, if you need assistance. Often, one style of packing, will not work for all applications. 2. Selecting the right Style for the Service Employ the most optimum packing material for your equipment, considering your actual “conditions of service” Pumping fluid, Abrasion, pump speed in FT/Min, past experience, # Rings, if a sleeve or lantern ring is used. have you determined and axial or radial movement? Also consider these issues including: motion, velocity, temperature, pressure and fluid are the most important and the key to select packing material. 3. Mechanical condition of equipment 4. Packing installation and lubrication Properly installed and lubricated packing helps equipment operate efficiently. The suggestion reading below may prove helpful;
FOR PUMP AND AGITATORS 1. Remove all old packing from the stuffing box. It may be quite a little difficult to pull out packing from the bottom of the stuffing box. The use of packing removal tool and using the hook may be helpful. 2. Use the right size coil packing. To determine the correct coil packing size, measure the diameter of the shaft (to get the I.D. of packing) and inside diameter of the stuffing box (to get O.D. of packing). Subtract the I.D. from O.D. and devide by two. The result is the required size of coil packing. It is best to employ the next size larger. 3. Cutting your new pump packing: Cut coil pump packing into rings. Never wind a coil packing into a stuffing box. Rings can be cut either with butt joint or 45 Degree diagonal joint (skive joint). The best way to cut pump packing rings is to cut them on a wooden mandrel of the same diameter as the shaft in the stuffing box area. Hold the coil packing tightly and firmly on the mandrel but do not stretch excessively. After cutting your packing rings, try a single ring in your stuffing box to make sure that it fills the packing space with no gap in the joint at the O.D. of the ring. To cut rings from a coil packing that is unusually soft or that has a tendency to fray excessively, it is advisable to apply a small piece of tape at the point where the cut is to be made, then cut through the tape. | |
 Butt Joint 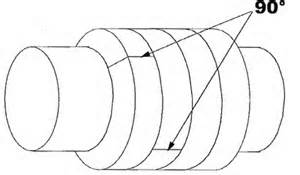 | 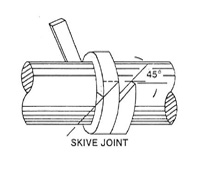 Skive Joint |
| 4. Install one ring at a time. Make sure that it is clean and has not picked up any dirt in handling. If clean oil is available, you could lubricate the shaft and the inside of the stuffing box. Joints of successive rings should be staggered and kept at 90° apart. Recommendable stagger is 90° apart for 4 rings, 120° apart for 3 rings and 180° apart for 2 rings. Each individual pump packing ring should be firmly seated with a tampering tool. 5. After the last ring is installed, take up bolts should be tightened “finger tight” or very slightly snugged up. Do not jam the packing ring into place by excessive gland loading. Start pump, and take up bolts until leakage is decreased to a tolerable minimum. Make sure that gland bolts are taken up evenly. Stopping leakage entirely at this point will cause the packing ring to burn up. 6. Allow packing ring to leak freely when starting up a newly packed pump. Excessive leakage during the first hour of operation will result in a better packing job over a longer period of time. Take up gradually on the gland as the packing seals until leakage is reduced to a tolerable level. Never try to stop leakage entirely. 7. If all possible, provide through a lantern ring means of lubricating the shaft and packing ring by supplying grease, oil, water, or the liquid handled in the pump. Fittings for these purpose are standard on most pumps. 8. If the stuffing box has a lantern ring, make sure the lantern ring, as installed, is slightly behind the lubricant inlet so it will move under the inlet as follower pressure applied.
FOR VALVES AND EXPANSION JOINTS 1. Follow all the steps 1, 2, 3 and 4 as described for pumps and agitators. Rings used on valves and expansion joints are generally cut with diagonal joints. In preparing diagonal cut rings, make certain that the first ring carefully cut and then tested on the shaft. It can then be used as a master for cutting other rings on a flat surface to insure that the additional rings are cut precisely at the right angle. 2. Bring the follower down on the packing to the point where heavy resistance to wrenching is felt. During this time, turn valve stem back and forth to determine ease of turning. Do not wrench down to the point where the stem will not turn. 3. After the valve has been on the line a day or so, even if no leakage exists, the follower should be tightened slightly. Obviously if leakage is occurring the follower must be tightened. | |
